ФўВЈзЈвЕжЦдьЗРИЏЙмГЇМвИёЦыШЋ
ФўВЈЗРИЏЙмЯжЛѕ
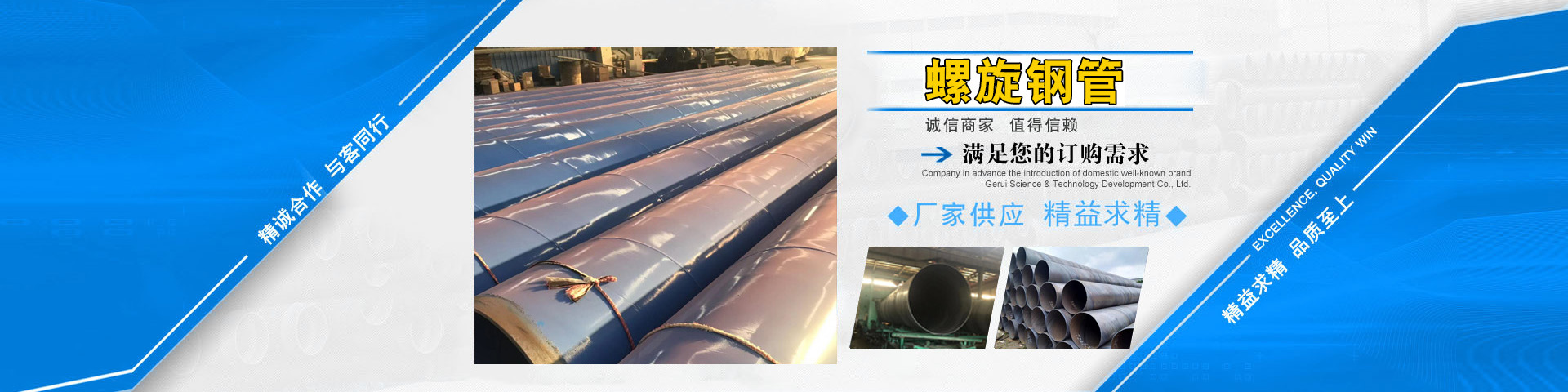
ИпЦЕжБЗьКИЙмQ345B6Зж*1.5ЙњБъДѓСПДѓСПЕчвщБОГЇ
ИпЦЕжБЗьКИЙмQ345B6Зж*2.3ЙњБъДѓСПДѓСПЕчвщБОГЇ
Тна§КИЙмQ345B6Зж*2.5ЙњБъДѓСПДѓСПЕчвщБОГЇ
Тна§КИЙмQ345B6Зж*2.6ЙњБъДѓСПДѓСПЕчвщБОГЇ
Тна§КИЙмQ345B1Дч*1.9ЙњБъДѓСПДѓСПЕчвщБОГЇ
Тна§КИЙмQ345B1Дч*2.0ЙњБъДѓСПДѓСПЕчвщБОГЇ
ФўВЈЗРИЏЙмМђНщЗРИЏТна§ИжЙмЩњВњЪБЛЗОГгаФФаЉгАЯьЃК1ЁЂгІНЋДѓWЁ
ФўВЈЗРИЏЙмЯжЛѕ
| ИпЦЕжБЗьКИЙм | Q345B | 6Зж*1.5 | ЙњБъ | ДѓСП | ДѓСП | Ечвщ | БОГЇ |
| ИпЦЕжБЗьКИЙм | Q345B | 6Зж*2.3 | ЙњБъ | ДѓСП | ДѓСП | Ечвщ | БОГЇ |
| Тна§КИЙм | Q345B | 6Зж*2.5 | ЙњБъ | ДѓСП | ДѓСП | Ечвщ | БОГЇ |
| Тна§КИЙм | Q345B | 6Зж*2.6 | ЙњБъ | ДѓСП | ДѓСП | Ечвщ | БОГЇ |
| Тна§КИЙм | Q345B | 1Дч*1.9 | ЙњБъ | ДѓСП | ДѓСП | Ечвщ | БОГЇ |
| Тна§КИЙм | Q345B | 1Дч*2.0 | ЙњБъ | ДѓСП | ДѓСП | Ечвщ | БОГЇ |
ФўВЈЗРИЏЙмМђНщ
ЗРИЏТна§ИжЙмЩњВњЪБЛЗОГгаФФаЉгАЯьЃК 1ЁЂгІНЋДѓWЗХШШЕФГЕМфЁЂДѓСПЗлГОКЭгаКІЦјЬхЕФГЕМфВМжУдкжїГЇЗПЯТЗчВрЛђдкГЇЧјБпбиЕиЧјЁЃ 2ЁЂГЇЗПзнжсОЁЖеВМжУГЩЖЋЮїЯђЁЃ 3ЁЂГЇЗПжївЊгЗчУцвЛАугІгыЯФМОжїЕМЗчЯђГЩ60Ёу~90ЁуНЧЃЌвЛАуВЛвЫаЁгк45ЁЃМДдўИжГЕМфЕФГЇЗПНЈжўзпЯђгІОЁПЩФмгыжїЕМЗчЯђЁЂЙтееЩфЗНЯђДЙжБВМжУЃЌИФЩЦЭЈЗчВЩЙтЬѕМўЁЃ 4ЁЂЗРИЏИжЙмдўИжГЕМфВМSгІПМТЧГЁЕиЕФЙЄГЬЕиУВЁЂЫЎЮФЕижЪЬѕМўЃЌЖдЛљДЁКЩжиНЯДѓЕФГЇЗПЩшБИгІОЁВМжУдкЭСжЪОљЙДЁЂЭСШРФЭбЙСІДѓЕФЕиЖЮЁЃ ЗРИЏТна§ИжЙмгВЖШжИБъЃЌН№ЪєВФСЯЕжПЙгВЕФЮяЬхбЙЯнБэУцЕФФмСІЃЌГЦЮЊгВЖШЁЃИљОнЪдбщЗНЗЈКЭЪЪгУЗЖЮЇВЛЭЌЃЌгВЖШгжПЩЗжЮЊВМЪЯгВЖШЁЂТхЪЯгВЖШЁЂЮЌЪЯгВЖШЁЂаЄЪЯгВЖШЁЂЯдЮЂгВЖШКЭИпЮТгВЖШЕШЁЃЖдгкЙмВФвЛАуГЃгУЕФгаВМЪЯЁЂТхЪЯЁЂЮЌЪЯгВЖШШ§жжЁЃЧќЗўЕуЃЌОпгаЧќЗўЯжЯѓЕФН№ЪєВФСЯЃЌЪдбљдкРЩьЙ§ГЬжаСІВЛдіМгШдФмМЬајЩьГЄЪБЕФгІСІЃЌГЦЧќЗўЕуЁЃШєСІЗЂЩњЯТНЕЪБЃЌдђгІЧјЗжЩЯЁЂЯТЧќЗўЕуЁЃТна§ЙмдкКИНгЙ§ГЬжагаПЩФмЛсГіЯжКИНгШБЯнЃЌетбљКИНгШБЯнЛсгАЯьЕНТна§ЙмЕФжЪСПЃЌДгЖјЕМжТТна§ЙмЕФЪЙгУЪйУќНЕЕЭЛђепЪЧВЛФмЪЙгУЁЃвЛАуЧщПіЯТЃЌТна§ЙмЕФКИНгШБЯнгжЦјПзЁЂвЇБпКЭСбЮЦЯжЯѓЁЃ ЗРИЏТна§ИжЙмЦјХнШБЯнЃКдкНјааТна§ЙмКИНгЪБЃЌдкКИЕРЕФ ЃЌЛсГіЯжЦјХнШБЯнетжжзДПіЃЌЮЊЪВУДЛсВњЩњетжжЧщПіФи?жївЊЕФдвђЪЧЃЌдкКИНгЕФЙ§ГЬжаЧтЦјЪЧвдЦјХнЕФаЮЪНВаСєдкН№ЪєФкВПЕФЁЃФЧУДШчКЮНтОіетжжЙЪеЯФи?дкКИНгЕФЙ§ГЬжаЃЌЮвУЧашвЊ КИЗьРяУцЕФгЭЁЂЫЎЗжЕШЦфЫћГЩЗжЃЌЖјЧвЛЙашвЊзіКУКцИЩЃЌШЅГ§ЪЊЦјЃЌетбљЧтЦјВХВЛЛсВаСєдкКИЗьРяУцЁЃдкКИНгЙ§ГЬжаМгДѓКИНгЕчСївВПЩвдБмУтЦјХнЕФВњЩњХЖЁЃвЇБпЯжЯѓЃКЕБКИЗьБпГіЯжvзжаЮЙЕВлЃЌВЂЧвЪЧбизХКИЗьжааФЯпВњЩњЕФЪБКђЃЌОЭБэЪОГіЯжСЫвЇБпЯжЯѓЁЃвЛАувЇБпЪЧвђЮЊЕчСїЁЂЕчбЙКЭКИНгЫйЖШВЛЪЪЕБЃЌЫљвдЃЌдкКИНгЕФЙ§ГЬжаашвЊПижЦКУЫйЖШЃЌетбљВХФмгааЇЕФБмУтвЇБпЯжЯѓЕФГіЯжЁЃСбЮЦЃКТна§ЙмСбЮЦЕФВњЩњПЩФмЪЧвђЮЊТна§КИЗьЕФЗНЯђЕФЮЪЬтЃЌЮЊСЫгааЇЕФБмУтТна§ЙмСбЮЦЕФВњЩњЃЌдкКИНгЕФЙ§ГЬжаЃЌашвЊбЯИёАДееКИНгЙЄвеРДВйзїВХааЁЃ
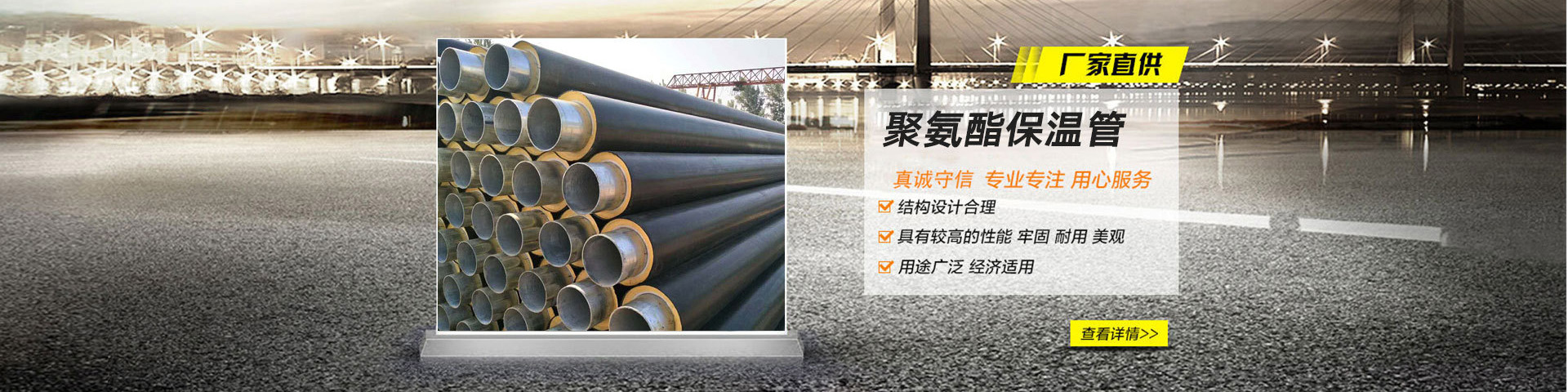
ФўВЈЗРИЏЙмаТЮХ
бѕЛЏгеЕМЪБМфЪЧВтЖЈЪдбљдкИпЮТбѕЦјЬѕМўЯТПЊЪМЗЂЩњздЖЏДпЛЏбѕЛЏЗДгІЕФЪБМфЃЌЪЧЦРМлВФСЯдкГЩаЭМгЙЄЁЂДЂДцЁЂКИНгКЭЪЙгУжаФЭШШНЕНтФмСІЕФжИБъЁЃбѕЛЏгеЕМЪБМфдНГЄЃЌЫЕУїВњЦЗФЭРЯЛЏдНКУЃЌадФмдНКУЁЃ
peЙмЪЧвЛжжгЩОлввЯЉВФСЯМгЙЄжЦзїЖјГЩЕФЃЌЫќВЛНіМгЙЄЗНЪНБШНЯЕФЬиЪтЃЌЖјЧвЫќЕФКИНгЗНЪНвВБШНЯИДдгЃЌЫљвддкКИНгЕФЙ§ГЬжаашвЊзЂвтКмЖрЕФЪТЯюЁЃВЛФмгавЛЕуЕФТэЛЂЁЃвЊВЛШЛЕФЛАОЭжиаТЗЕЙЄЁЃетбљВЛНіРЫЗбВФСЯИќМгЕФЖјРЫЗбЪБМфЁЃЯТУцаЁБрОЭИјДѓМвНщЩмЯТpeЙмдкКИНгЪБЕФзЂвтЪТЯюЃП
peЙм
1ЁЂдкКИНгжЎЧАвЊзЂвтЖдЫљвЊКИНгЕФЙмЕРНјааЧаЯїЃЌвдДяЕНШЅГ§дгжЪКЭбѕЛЏВуЕФФПЕФЃЌЭЌЪБвВЪЧЮЊСЫИќКУЕФБЃжЄЖдНгСЉЖЫЕФЦНећЙтНрЃЌЖјЧвСЉИіКИНгЙмЖЮЕФДэБпдНаЁЕФЛАЃЌгІСІОЭдНМЏжаЃЌетбљКИНгЕФаЇЙћвВЛсдНКУЁЃ
2ЁЂдкНјааШШШлЕФЪБКђвЊзЂвтЕФЪТЯюБШНЯЕФЖрЃЌБШШчЫЕОэБпЕФГпДчДѓаЁвдМАОэБпЕФИЩОЛГЬЖШЖМЪЧКмживЊЕФЃЌЖјЧвОэБпЕФКИНгНчУцВЛФмЙЛГіЯжСбЗьЛђепЪЧЯёБГКѓЭфЧњЕФЯжЯѓЃЌетаЉвђЫиЖМЛсгАЯьЕНКИНгЕФаЇЙћЁЃ
3ЁЂдкНјааКИНгЕФЪБКђЃЌвЊЪЎЗжзЂвтЕФЪЧЪБМфЁЂЮТЖШЁЂбЙСІетШ§ЗНУцЕФВЮЪ§ДѓаЁвдМАБфЛЏЕФОпЬхЧщПіЁЃЖјЧввВвЊГфЗжЕФНЋСЌНгНчУцВФСЯЕФадФмЁЂМИКЮзДЬЌЁЂгІСІзДЬЌвдМАКИНгЕФЛЗОГЕШвђЫиПМТЧНјШЅЃЌВХФмЙЛИќКУЕФБЃеЯКИНгЕФаЇЙћЁЃвдЩЯОЭЪЧЙигкpeЙмдкКИНгЪБЕФзЂвтЪТЯюНщЩмЃЌгЩДЫПДРДбЬЬЈpeЙмдкКИНгЪБашвЊзЂвтЕФЪТЯюЛЙЪЧЭІЖрЕФЁЃ
|